
服务热线:
0512-52420862
+
 微信号:18206208510
微信号:18206208510

微信号:18206208510


-
 服务热线
服务热线
- 0512-52420873
不锈钢带的生产工艺介绍
来源:www.cnyongli.com.cn | 发布时间:2022年07月23日一、不锈钢带的热轧
不锈钢带的热强性较高,在900℃的变形抗力两倍于普通钢;特别是随着温度的降低,热强度会快速增加;并且不锈钢的氧化皮非常致密,难以去除;另外用户对不锈钢带的尺寸精度和表面质量要求很高。所以不锈钢带的热加工工艺对设备工艺水平的要求很高。
二、下面就介绍不锈钢带热轧生产工艺
1、坯料准备
热轧不锈钢带用的坯料主要是连铸坯和粗轧坯。随着连铸技术的进步,大多都用连铸钢坯,只有少数仍使用模铸钢锭,或者生产某种特殊钢种的厂家才使用粗轧坯。
热轧用坯料的规格根据产品规格、轧机能力、连铸规格或钢锭等条件综合确定,为了提高轧机生产率和成材率,坯料尺寸和质量均向大型化方向发展,目前世界上大多数厂家的热轧不锈钢带重量均已达到8~15t,大的已超过20t。
由于对不锈钢带的表面质量要求比较严格,而不锈钢带的表面又很容易产生各种缺陷,因此热轧前的坯料都要仔细的研磨、清理,尤其是用钢锭轧制的初轧坯,不仅要清除其表面缺陷,还需要多方面剥皮,清除皮下缺陷,金属损耗率达到3%—7%,其中铬系不锈钢坯剥皮率较低,镍系不锈钢坯剥皮率较高,而含钛不锈钢坯则要求深修磨。
2、加热
不锈钢板坯加热一般采用推钢式连续加热炉或步进式加热炉,使用气、发生炉和焦炉混合煤气以及重油或重油和煤气混合燃料等为燃料。
不锈钢带加热时,应按设定的加热时间有节奏地出钢,避免钢坯驻炉时间过长,不然会增加氧化铁皮的厚度,后期除鳞更困难。尤其铁素体不锈钢的抗氧化性差,更易形成铁鳞,而且除鳞较困难,更需要特别注意。
3、轧制
把不锈钢与普通碳钢放到同一套轧机中轧制时,要把不锈钢单独分批轧制,以保证不锈钢生产工艺的稳定性。一般连轧机和炉卷轧机的轧制分为粗轧和精轧两个阶段,轧制设备也分为粗轧和精轧两个区。
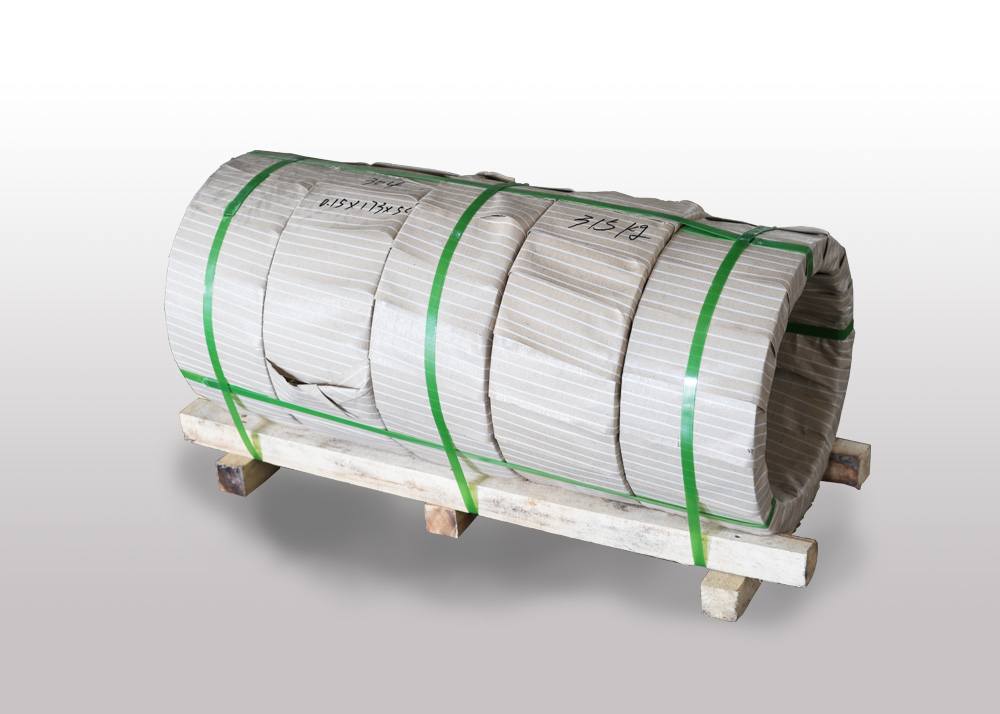
4、不锈钢带的冷轧
不锈钢薄板一般是用冷轧方法生产,冷轧不锈钢基本是采用成卷方法生产,只有个别钢号的小批量的不锈钢板才单张生产。单张轧制适合于生产大规格的较厚的钢板和试制新钢号。
生产冷轧不锈钢带并不是单的“冷轧”工序,冷轧不锈钢带的典型生产工艺还有:热轧钢带的热处理、酸洗、修磨等;平整;横切成钢板或纵切成钢带;分类;清理和包装。
三、冷轧不锈钢带生产工艺技术
因为不锈钢的品种繁多,性能也各有不同,造成对产品质量要求也会有很大不同,所以不锈钢冷轧钢带的生产工序多,生产工艺更加复杂。
对于部分热轧铁素体、马氏体不锈钢来说,可在连续炉中进行退火,但实际操作中这类不锈钢种的退火工序基本是事先在罩式退火炉中进行的。而在热轧退火酸洗机组上只会进行除鳞和酸洗处理。在机组上进行退火和酸洗处理的是热轧奥氏体钢卷。光亮退火是冷轧退火酸洗工序的一种终退火处理方法,也是用户所要求的产品表面加工状态——光亮热处理(表面加工等级NO.9)。光亮退火机组的形式有卧式光亮退火机组、立式光亮退火机组及罩式光亮退火炉。铁素体和马氏体不锈钢带一般在罩式光亮退火炉中进行。
另外为修正不锈钢带的板形,成品不锈钢带还要做平整加工。虽然经过平整对可以对不锈钢板形进行了一次修正,但要生产出完全平直的钢带,还要进行矫直工序。一般是在辊式矫直机上进行矫直。
上一条:
不锈钢的耐热温度
下一条:
不锈钢带厂家介绍关于不锈钢卷板用途有哪些
【相关文章】




-
联系我们
CONTACT
-
 服务热线:0512-52420862
服务热线:0512-52420862
-
 公司地址:江苏省常熟市尚湖镇大河工业园西大河111号
公司地址:江苏省常熟市尚湖镇大河工业园西大河111号
 添加微信
添加微信
 联系我们
联系我们
 电话咨询
电话咨询