
服务热线:
0512-52420862
+
 微信号:18206208510
微信号:18206208510

微信号:18206208510


-
 服务热线
服务热线
- 0512-52420873
不锈钢带的工艺处理流程是什么
来源:www.cnyongli.com.cn | 发布时间:2026年03月23日
不锈钢带的工艺处理流程是从原料到成品的精密制造过程,核心分为熔炼铸造、热轧、冷轧、热处理、表面处理、精整检测六大阶段,不同牌号(如 304、316L)与用途(精密 / 普通)会在工艺参数与路径上有所差异。
一、熔炼与铸造(原料制备)
1.原料准备
按牌号配比高纯度铁、铬、镍、钼等金属,严控成分(如 304 含 18% Cr、8% Ni;316L 加 2%-3% Mo)。
去除油污、杂质,确保原料纯净度。
2.熔炼与精炼
电弧炉 / 感应炉熔炼,再经AOD 氩氧脱碳或VOD 真空脱碳,降碳、除硫磷、提纯净度。
3.连铸 / 模铸
钢水铸成连铸坯(主流)或钢锭,定向凝固保证组织均匀。
二、热轧开坯(粗成型)
1.加热
铸坯入加热炉至1100–1250℃,提升塑性、降低轧制阻力。
2.热轧轧制
粗轧:大压下量将坯料轧至 3–12mm 厚的热轧卷。
精轧:多机架小压下,控厚度、板形与表面质量。
3.热轧后处理
热轧卷冷却后,酸洗去除氧化皮(混酸 / 盐酸),再退火(850–1050℃)消除应力、恢复塑性,为冷轧备料。
三、冷轧(精密成型,核心工序)
1.冷轧轧制
常温下用四辊 / 六辊 / 二十辊轧机,多道次将热轧卷轧至目标厚度(0.05–3mm)。
过程加润滑冷却,控厚度精度与表面光洁度。
2.中间退火
冷轧产生加工硬化,每道次后需罩式 / 连续退火(800–1100℃),消除应力、恢复塑性,避免断裂。
四、热处理(性能调控)
退火:再结晶退火,优化晶粒、调硬度(150–420HV),分光亮退火(保护气氛,表面光亮)与普通退火(后续酸洗)。
固溶处理(奥氏体不锈钢):加热至 1050–1150℃快冷,防晶间腐蚀、提耐蚀性。
五、表面处理(品质提升)
1.酸洗钝化
去除退火氧化层,形成Cr₂O₃钝化膜,增强耐蚀性;环保工艺多用无硝酸混酸。
2.平整 / 拉矫
平整机改善板形、提高表面光洁度;拉矫机拉伸矫直,控平直度与尺寸精度。
3.精饰处理(按需)
磨砂、拉丝、8K 镜面、抗指纹、涂层等,适配不同应用场景。
六、精整与检测(成品交付)
分切 / 纵剪:按客户要求切至一定宽度、长度。
无损检测:超声探伤、激光测厚、表面缺陷检测。
性能测试:拉伸、硬度、耐腐蚀、晶间腐蚀等检测。
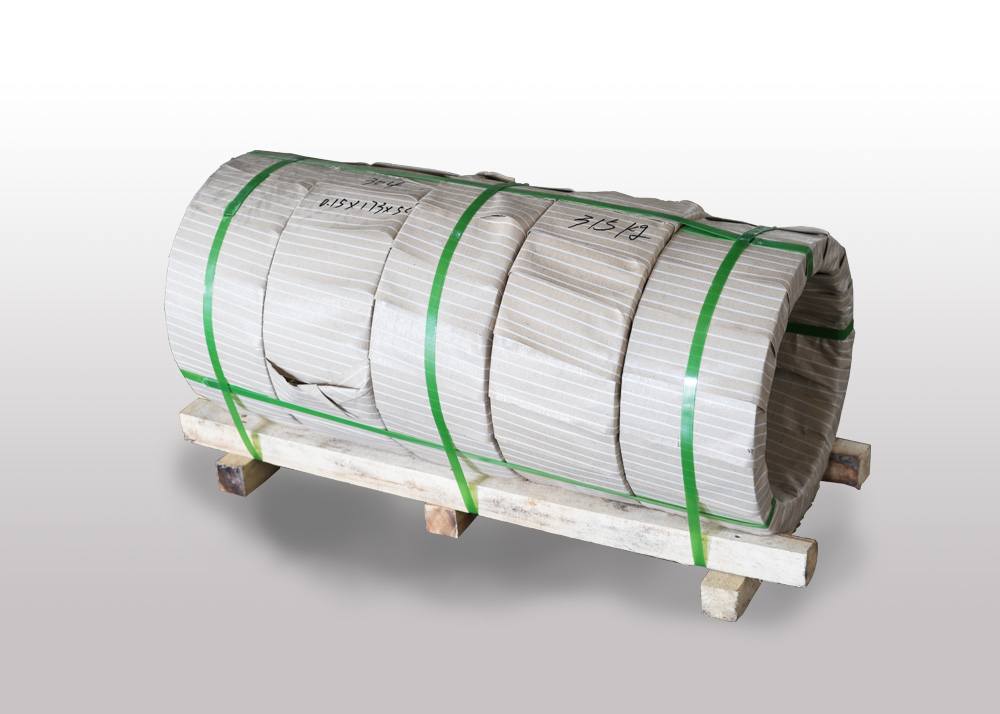
包装入库:卷状包装,标识牌号、规格、批号、硬度状态。
上一条:
不锈钢卷在精密制造上的应用有哪些
下一条:
热轧不锈钢带主要用在哪里
【相关文章】


-
联系我们
CONTACT
-
 服务热线:0512-52420862
服务热线:0512-52420862
-
 公司地址:江苏省常熟市尚湖镇大河工业园西大河111号
公司地址:江苏省常熟市尚湖镇大河工业园西大河111号
 添加微信
添加微信
 联系我们
联系我们
 电话咨询
电话咨询