
服务热线:
0512-52420862
+
 微信号:18206208510
微信号:18206208510

微信号:18206208510


-
 服务热线
服务热线
- 0512-52420873
不锈钢带的轧制工艺是什么
来源:www.cnyongli.com.cn | 发布时间:2025年05月06日
不锈钢带的轧制工艺主要包括热轧和冷轧两个关键环节,以下是详细介绍:
1.热轧工艺
坯料准备:选用合适的不锈钢钢坯,通常钢坯的尺寸和重量根据生产要求而定。钢坯需经过检验,确保其质量符合要求,无明显缺陷,如裂纹、气孔等。
加热:将钢坯加热至合适的温度范围,一般在 1100 - 1250℃。加热的目的是降低钢坯的强度和硬度,提高其塑性和韧性,以便在轧制过程中能够顺利变形。加热设备通常采用加热炉,如连续式加热炉或推钢式加热炉。
粗轧:加热后的钢坯进入粗轧机组进行轧制。粗轧的主要作用是将钢坯的厚度大幅减小,并改善钢的内部组织。粗轧机组一般由多架轧机组成,采用大压下量进行轧制,每道次的压下量可达 20 - 50mm。通过粗轧,钢坯被逐步轧制成厚度较薄的中间坯。
精轧:经过粗轧后的中间坯进入精轧机组进行进一步轧制。精轧的目的是正确控制钢带的厚度、宽度和表面质量,使其达到产品的尺寸和性能要求。精轧机组的轧机数量较多,通常为 4 - 7 架,每道次的压下量较小,一般在 1 - 5mm。在精轧过程中,需要严格控制轧制速度、温度和压下量等参数,以保证钢带的尺寸精度和表面质量。
冷却:精轧后的不锈钢带需要进行快速冷却,以获得良好的组织结构和性能。冷却方式通常采用喷水冷却或风冷,将钢带冷却至室温或接近室温。冷却速度对不锈钢带的性能有重要影响,例如,对于一些奥氏体不锈钢,适当的快速冷却可以防止碳化物的析出,提高钢带的耐腐蚀性。
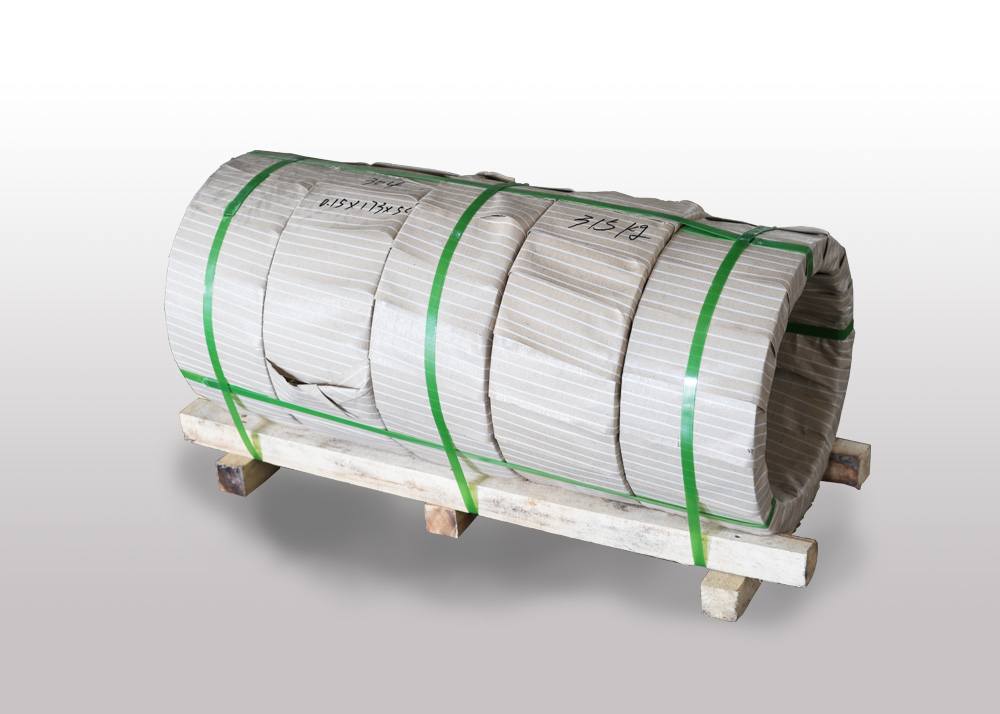
卷取:冷却后的不锈钢带通过卷取机卷成钢卷,以便于运输、储存和后续加工。卷取时需要控制卷取张力和卷取温度,确保钢卷的质量和外形良好。
2.冷轧工艺
原料准备:冷轧的原料通常是经过热轧后的不锈钢带卷。在冷轧前,需要对热轧钢带进行表面处理,去除表面的氧化皮和杂质,以保证冷轧过程中钢带表面的质量。常用的表面处理方法有酸洗、碱洗、电解清洗等。
冷轧:将经过表面处理的热轧钢带送入冷轧机进行轧制。冷轧是在常温下进行的,通过多道次的轧制,使钢带的厚度进一步减小,同时提高钢带的强度、硬度和表面质量。冷轧机的类型有多种,如四辊冷轧机、六辊冷轧机、二十辊冷轧机等。不同类型的冷轧机适用于不同的产品规格和质量要求。在冷轧过程中,需要使用润滑剂和冷却剂,以减少轧辊与钢带之间的摩擦,降低轧制力和轧制温度,提高钢带的表面质量和轧辊的使用寿命。
退火:冷轧后的不锈钢带由于加工硬化,其强度和硬度升高,塑性和韧性降低,需要进行退火处理以消除加工硬化,恢复钢带的塑性和韧性,同时改善其组织结构和性能。退火工艺根据不锈钢的种类和产品要求不同而有所差异,常见的退火方法有光亮退火、罩式退火、连续退火等。退火温度一般在 800 - 1100℃之间。
平整:退火后的不锈钢带可能会存在一些表面不平或板形不良的问题,需要进行平整轧制。平整的目的是改善钢带的板形,提高钢带的表面平整度和光洁度,同时调整钢带的力学性能,使其符合产品的要求。平整轧制通常在专门的平整机上进行,采用较小的压下量和轧制力。
分切:根据用户的需求,将平整后的不锈钢带卷按照规定的宽度和长度进行分切。分切设备有纵切机和横切机,纵切机用于将钢卷沿纵向切成不同宽度的钢带,横切机用于将钢带切成一定长度的板材。分切后的不锈钢带经过检验、包装后即可入库或交付用户使用。
上一条:
电子设备的外壳为什么要用到不锈钢卷
下一条:
灌装设备为什么要用到不锈钢卷
【相关文章】


-
联系我们
CONTACT
-
 服务热线:0512-52420862
服务热线:0512-52420862
-
 公司地址:江苏省常熟市尚湖镇大河工业园西大河111号
公司地址:江苏省常熟市尚湖镇大河工业园西大河111号
 添加微信
添加微信
 联系我们
联系我们
 电话咨询
电话咨询